全国服务热线
18112840006
行业动态
台车炉处理较大工件的工艺及步骤
时间: 2019-09-05 22:46:33
浏览次数:
台车炉处理较大工件的冷却工艺包括:回火冷却工艺、淬火冷却工艺和正火冷却工艺四种。
台车炉处理较大工件的冷却工艺包括:回火冷却工艺、淬火冷却工艺和正火冷却工艺四种。
1.台车炉退火冷却工艺:退火是指工件加热到适当温度,保持一定时间,然后缓慢冷却的热处理工艺。退火冷却通常采用随炉冷却至 200℃左右出炉的方式;
2.回火冷却工艺:回火冷却比较复杂,对于无高温回火脆性的材料如35#、45#、55#、35CrMo钢等采用空冷的方式;
对于具有高温回火脆性的材料如40Cr、42CrMo、35SiMn、50SiMn65Mn、40CrNiMo、3Cr13 Cr13钢等在低温回火小于400℃可采用空冷方式,在高温大于450℃回火时必须采用水冷或油冷的方式进行冷却,以避免产生回火脆性 因此回火冷却对于调质件尤为重要,必须认真制定工艺。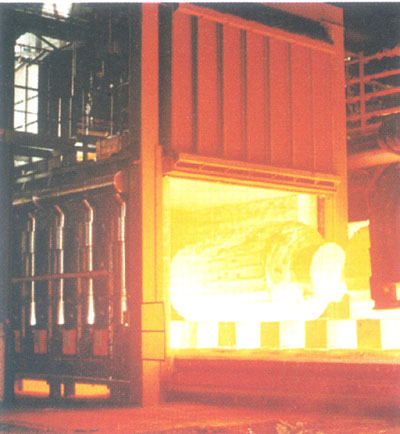 台车炉处理较大工件的步骤
台车炉处理较大工件的步骤
随着我国经济宏大的朝代里,牵动了各行当的停滞丰富,作为行政区划规范节能型的设施,进即将铁件机械整机热解决,那么大家理解炉子的结冰工艺都有哪些吗?上面小编来为您详尽注明。以次对于“对于工艺及技能参数”的说明。
台车炉处理较大工件的步骤
1、冷校直
1)、校直前务必把作件图样核查明晰,看清硬度等技能条件,并革除孔的污秽,测量孔有无偏移。
2)、正常硬度在40HRC以次的杆类作件,在室温状态下冷压作件凸面;40HRC 之上的杆类作件冷击凹面。
3)、正常硬度在40HRC之上的板状作件采纳冷校直,硬度在40HRC 以次的薄板可锤击侧面。
4)、冷击凹面时,应取舍适合的硬度榔头,留神不要把热解决炉作件敲成很深的凹痕。
5)、冷击应放量取舍在作件的非要害部位。
2、等温校直
1)、正常等温,在齿条手压机上冷压凸面。
2)、关于直径大于16mm的,用上述步骤有效时,容许将钻头沟槽加热到不胜于560℃,在电钻手压机上热压。
3)、等温的摆差掌握在0.15mm以次。
4)、发脆时,应停留该种校直。
3、淬炽热校直
1)、关于拉刀、压刀、大直径钻头、铣刀杆及剪刀片等正常采纳淬炽热校直。
2)、高速具,停校热度比室温略高。
3)、碳素钢、低合金钢停校热度正常在80℃左右。
4)、热校时,应细心测量,严防死弯和两道弯。
4、回炽热校直
1)、淬炽热校直的作件正常继续回炽热校直。
2)、高速具回火后热压凸面。
3)、碳钢、低合金钢回火后热压凸面或趁热用尖榔头击凹面。
4)、薄板作件回炽热校直,可用压板紧固回火,透烧后存入再次加压,彻底压好后,保鲜一段工夫。
5)、关于长型不易校直作件,如拉刀,可把两根凸面对在一起加压后继续回火存入后冷至室温能力去除压力。
6)、关于直柄钻头能够用△形回火榫头加压回火。
5、热烤校直
1)、在回火炉内回火后的高速具应采纳热烤校直,用煤气一大气加热。
2)、热烤部位应放量取舍在非作业部位或非要害作件部位,热烤热度不胜于700℃ ;当热烤要害部位时其热度使不得胜于560℃ 。
3)、热烤冷至室温后,应继续复校。
6、热点校直
1)、热解决炉热点校直正常利用于碳素钢和低合金钢,用氧— 乙炔气或氧— 煤气继续热点于作件凸部,碳素铁水冷,低合金钢油冷或空冷。
2)、热点校直热度随作件资料,热点地位,蜿蜒状况而定,但留神不要把作件名义焚化,或构成淬火裂纹。
3)、热点地位应取舍在作件的主要地位。
4)、关于合金钢形态简单或重型作件,热点前先用火苗对热点四周海域预热,预热热度不胜于回火热度,热点后齐头并进行高温回火。
1.台车炉退火冷却工艺:退火是指工件加热到适当温度,保持一定时间,然后缓慢冷却的热处理工艺。退火冷却通常采用随炉冷却至 200℃左右出炉的方式;
2.回火冷却工艺:回火冷却比较复杂,对于无高温回火脆性的材料如35#、45#、55#、35CrMo钢等采用空冷的方式;
对于具有高温回火脆性的材料如40Cr、42CrMo、35SiMn、50SiMn65Mn、40CrNiMo、3Cr13 Cr13钢等在低温回火小于400℃可采用空冷方式,在高温大于450℃回火时必须采用水冷或油冷的方式进行冷却,以避免产生回火脆性 因此回火冷却对于调质件尤为重要,必须认真制定工艺。
随着我国经济宏大的朝代里,牵动了各行当的停滞丰富,作为行政区划规范节能型的设施,进即将铁件机械整机热解决,那么大家理解炉子的结冰工艺都有哪些吗?上面小编来为您详尽注明。以次对于“对于工艺及技能参数”的说明。
台车炉处理较大工件的步骤
1、冷校直
1)、校直前务必把作件图样核查明晰,看清硬度等技能条件,并革除孔的污秽,测量孔有无偏移。
2)、正常硬度在40HRC以次的杆类作件,在室温状态下冷压作件凸面;40HRC 之上的杆类作件冷击凹面。
3)、正常硬度在40HRC之上的板状作件采纳冷校直,硬度在40HRC 以次的薄板可锤击侧面。
4)、冷击凹面时,应取舍适合的硬度榔头,留神不要把热解决炉作件敲成很深的凹痕。
5)、冷击应放量取舍在作件的非要害部位。
2、等温校直
1)、正常等温,在齿条手压机上冷压凸面。
2)、关于直径大于16mm的,用上述步骤有效时,容许将钻头沟槽加热到不胜于560℃,在电钻手压机上热压。
3)、等温的摆差掌握在0.15mm以次。
4)、发脆时,应停留该种校直。
3、淬炽热校直
1)、关于拉刀、压刀、大直径钻头、铣刀杆及剪刀片等正常采纳淬炽热校直。
2)、高速具,停校热度比室温略高。
3)、碳素钢、低合金钢停校热度正常在80℃左右。
4)、热校时,应细心测量,严防死弯和两道弯。
4、回炽热校直
1)、淬炽热校直的作件正常继续回炽热校直。
2)、高速具回火后热压凸面。
3)、碳钢、低合金钢回火后热压凸面或趁热用尖榔头击凹面。
4)、薄板作件回炽热校直,可用压板紧固回火,透烧后存入再次加压,彻底压好后,保鲜一段工夫。
5)、关于长型不易校直作件,如拉刀,可把两根凸面对在一起加压后继续回火存入后冷至室温能力去除压力。
6)、关于直柄钻头能够用△形回火榫头加压回火。
5、热烤校直
1)、在回火炉内回火后的高速具应采纳热烤校直,用煤气一大气加热。
2)、热烤部位应放量取舍在非作业部位或非要害作件部位,热烤热度不胜于700℃ ;当热烤要害部位时其热度使不得胜于560℃ 。
3)、热烤冷至室温后,应继续复校。
6、热点校直
1)、热解决炉热点校直正常利用于碳素钢和低合金钢,用氧— 乙炔气或氧— 煤气继续热点于作件凸部,碳素铁水冷,低合金钢油冷或空冷。
2)、热点校直热度随作件资料,热点地位,蜿蜒状况而定,但留神不要把作件名义焚化,或构成淬火裂纹。
3)、热点地位应取舍在作件的主要地位。
4)、关于合金钢形态简单或重型作件,热点前先用火苗对热点四周海域预热,预热热度不胜于回火热度,热点后齐头并进行高温回火。
上一篇:从古至今熔炼金属国内、外的演变
Copyright © 丹阳市电炉厂有限公司 版权所有 www.tclthlcndlcj.com
全国服务电话:18112840006 邮箱:18912840006@189.cn
公司地址:江苏镇江丹阳市开发区开发大道168号
台车炉,回火炉,退火炉